FIW, Fil entièrement isolé, Alternative à TIW

Fully Insulated Wire

Général
À propos du FIW
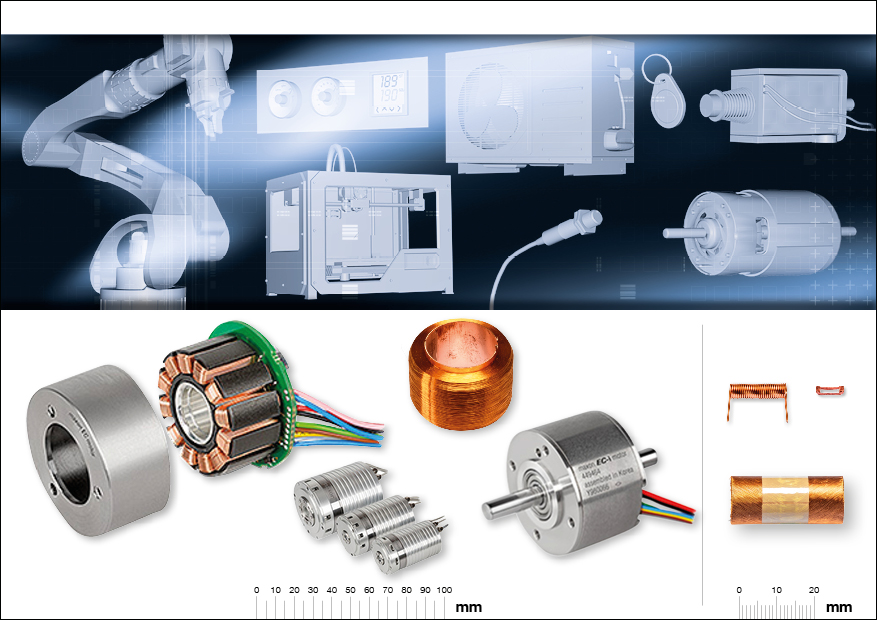
FIW (Fully Insulated Wire) est un fil alternatif pour construire des transformateurs de commutation utilisant typiquement TIW (Triple Insulated Wires). En raison du grand choix de diamètres globaux, il permet de produire des transformateurs plus petits à moindre coût. En même temps, FIW a une meilleure résistance au bobinage et une meilleure soudabilité par rapport à TIW.
FIW est produit dans un processus de revêtement multiple, qui garantit une isolation sans aucun défaut.
ELEKTRISOLA FIW est approuvé comme MW85C et selon OBJT2. Il a été vendu avec succès depuis plusieurs années à l'industrie automobile et pour des applications qui ne nécessitent pas l'approbation UL selon. selon UL 60950. Comme Elektrisola FIW est approuvé comme MW85C, il peut être utilisé par de nombreux systèmes d'isolation selon UL 1446. La norme de sécurité CEI 62368-1 édition 3 est approuvée et permet l'utilisation de FIW. L'ancienne norme de sécurité CEI 60950 a été retirée fin 2020.
Le fil FIW
Elektrisola a développé un produit à base de polyuréthane modifié avec une durée de vie selon. selon IEC 60172 de 20000 h à 180 ° C, désignation abrégée P180. Il est produit avec plusieurs passes de revêtement individuel de l'isolation et est testé en ligne pour la continuité haute tension pour assurer une isolation parfaite sans aucun défaut d'isolation.
FIW est défini avec de nombreuses nuances spécifiant différentes épaisseurs d'isolant. FIW 3 est la plus petite version définie, tandis que FIW 9 est la plus grande.
Elektrisola Standard FIW Grades ex stock sont FIW 4 et FIW 6, car ils offrent un bon compromis entre de bonnes performances techniques et des coûts abordables.
Caractéristiques
FIW est spécifié dans différentes spécifications. Fondamentalement, il existe des normes pour les fils émaillés, telles que CEI et NEMA, mais il existe également des normes de sécurité, telles que l'ancienne CEI 60950, remplacée par CEI 62368-1, et des normes de sécurité UL, telles que UL 2353.
En outre, certaines valeurs sont également spécifiées dans les normes de produits comme le Transformer Standard acc. CEI 61558-1.
Produit
- CEI 60317-56 et 60317-0-7
- NEMA MW85c
- UL 2353
Conditions d'essai
- CEI 60851
- CEI UL 60950 Annexe U
- CEI 61558-1
- CEI 61558-2-16
- UL 2353
AVANTAGES DE FIW
- le choix de différentes constructions d'isolation (avec différentes épaisseurs d'isolation) permet l'optimisation de produits comme les petits transformateurs et donne un avantage de coût
- excellente soudabilité
- bobinabilité supérieure
- classe de température élevée de 180 ° C, durée de vie thermique selon. UL 60950 Annexe U testé dans des transformateurs pour la classe de température 155 ° C / 130 ° C
- système d'isolation éprouvé selon. UL 1446 de fils émaillés également avec UL, utilisé depuis de nombreuses années

Exemple 0.25mm FIW 6, 390°C, 2.4 sec.
Processus de production
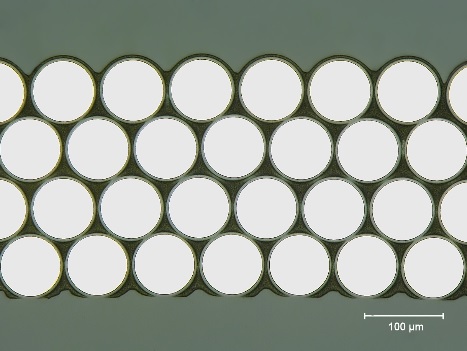
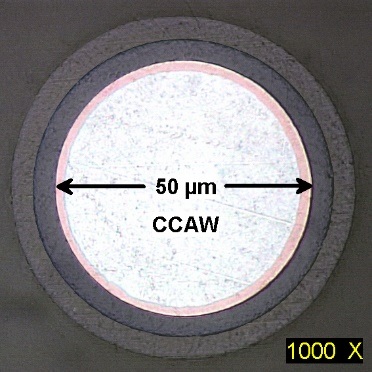
Le processus de production de base est similaire à un  processus de production de fil émaillé normal, mais a beaucoup plus de passes de fil unique - jusqu'à 120 - pour générer la couche d'émail finalement très épaisse, comme le montre la photo ci-dessous, où toujours 3 couches alternées ont été colorées pour démontrer le grand nombre de couches.
processus de production de fil émaillé normal, mais a beaucoup plus de passes de fil unique - jusqu'à 120 - pour générer la couche d'émail finalement très épaisse, comme le montre la photo ci-dessous, où toujours 3 couches alternées ont été colorées pour démontrer le grand nombre de couches.
Plusieurs couches d'un 0,25 FIW 7
De plus, chaque ligne de production est équipée d'un testeur de continuité haute tension en ligne, qui vérifie en permanence l'isolation du fil sur toute la longueur pour garantir l'absence de défaut d'isolement.
Emballage
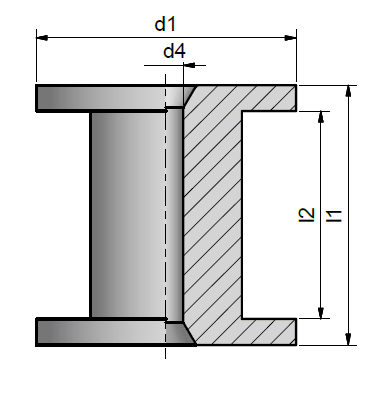
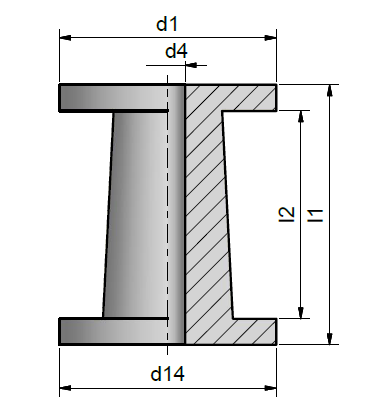
Le fil FIW est enroulé sur des bobines standard utilisées en Europe et en Asie
Livraison ex Stock
De nombreuses configurations de fils FIW peuvent être fournies ex stock. Dans le tableau Dimensions, les diamètres et les constructions surlignés en gris sont des éléments de stock typiques.
DONNÉES TECHNIQUES
Propriétés standardisées de FIW
La IEC 60317-56 décrit une spécification de fil émaillé complète avec des caractéristiques mécaniques, électriques, thermiques et autres comme le brasage
UL 2353, assez similaire à l'annexe U de la IEC 60950, donne principalement des propriétés électriques qui sont pour la plupart des tests à court terme
La nouvelle norme de sécurité IEC 62368-1 continue avec les mêmes exigences, tirées en partie de la norme sur les transformateurs CEI 61558-1 pour FIW.
Tension de claquage
Les valeurs de tension de claquage (BDV) pour FIW varieront en fonction de la norme utilisée pour calculer ces valeurs.
Lors de l'utilisation des normes de fil émaillé pour FIW (IEC 60317-0-7 et 60317-56), le BDV est calculé en utilisant l'augmentation d'isolation minimale par taille, (augmentation d'isolation min. = DE min. Y compris l'isolation - dimension nominale du fil nu).
Calcul BDV selon. IEC 60317-0-7
Les valeurs minimales se trouvent dans la norme IEC 60317-56
BDV minimum selon. selon IEC 60317-56
La norme de transfert IEC 61558-2-16 a finalement été corrigée car le calcul BDV dans l'ancienne version utilisait par erreur l'augmentation d'isolation minimale divisée par deux, ce qui aboutissait à tort à environ la moitié des valeurs BDV comme normes de fil magnétique.
La IEC 61558-1 en tant que nouvelle version de la IEC 61558-2-16 a déjà été publiée, corrigeant les erreurs (comme le calcul BDV décrit ci-dessus) trouvées dans la version précédente. Une différence majeure: la nouvelle version impose au FIW de maintenir la durabilité de la rigidité diélectrique pendant une minute à 180 ° C avec un facteur de 0,85 par rapport à la norme IEC 60317-0-7. Ici, la rigidité diélectrique est mesurée par la tension de claquage (rms) à température ambiante.
BDV minimum selon. selon IEC 61558-1
La IEC 62368 suit les valeurs BDV de la CEI 61558, mais ne spécifie pas 180 ° C comme température d'essai comme la IEC 61558
Calcul de la tension de claquage
La tension de claquage minimale selon. selon IEC 60317-0-7 peut être calculé avec le diamètre nominal et la classe FIW par outil
Dimensions
Les dimensions de FIW dépendent de la classe d'isolation, qui décrit la quantité d'isolation sur le fil nu
Tension ou FIW nécessaire Le grade par diamètre pour une tension donnée peut être calculé par un calculateur
Poids / longueur
En raison de l'épaisseur extraordinaire de l'isolation de FIW, la longueur d'une certaine quantité de FIW et le poids d'un fil d'une certaine longueur s'écartent remarquablement des expériences avec le fil de cuivre émaillé normal.
La longueur de 1 kg de FIW 3 - FIW 9 pour des diamètres nominaux compris entre 0,071 - 0,710 mm - en supposant des diamètres extérieurs nominaux selon. selon CEI 60317-56 - peut être consultée dans le Tableau des longueurs FIW à la page suivante en km / kg.
Le poids de 1 km de FIW 3 - FIW 9 pour la même plage de diamètres nominaux - avec des diamètres extérieurs nominaux selon. conforme à la norme CEI 60317-56 comme précédemment - peut être recherchée dans le
Le poids ou la longueur d'un fil FIW spécifique peut être vérifié par une calculatrice
CERTIFICATIONS
FIW est approuvé pour différentes certifications:
UL pour MW85C, fichier UL OBMW2.E331840
UL pour OBJT2, fichier UL OBJT2.E316900
Numéro de certificat VDE 40036030
- Systèmes d'isolation UL selon. UL 1446
- CEI 61558-2-16 pour les transformateurs (SMPS) spécifie l'utilisation de FIW et CEI 61558-1
- CEI 62368-1 comme nouvelle norme de sécurité, remplaçant CEI 60950