エナメル線, エナメル銅線, 銅クラッドアルミニウム

エナメル線

一般
エナメル線とは 金属導体の上にワニス(絶縁皮膜)を焼き付けたワイヤーで 主に電気・電子部品等に使用されています。多くの場合 磁力を発生させる目的で様々な形状のコイルに巻かれ、モーターや、トランス、電磁石等に使用されています。エレクトリゾーラでは30,000種以上のエナメル線を製造しており、主な特性の違いは下記となります。
導体材料
銅は優れた導電率と巻線性能がある事から標準的に使われる導体材料です。アルミニウムは径が大きな製品の軽量化などに使用される事があります。しかし、アルミニウムは酸化が起きやすく接合がしにくい為、酸化問題を解決する材料として銅クラッドアルミニウムがあります。その他、高い機械強度や屈曲性能を要求される特別な製品に使われる材料として、真鍮、銀、ニッケル、金、ステンレス鋼、銅合金があります。また、芯材の上に銀またはニッケル等のメッキ加工を行う事もできます。

導体径
エレクトリゾーラは導体径0.008 mm (8 ミクロン)から 0.50 mm のサイズに特化しワイヤーを製造しています。規格で標準化された導体径だけでなく、お客様の要望に応じた特別管理の導体径も数多く製造しています。導体径公差は完成したコイルの抵抗値バラツキに直接影響するので非常に重要です。

人間の髪と 0.010 mm ワイヤーの比較
仕上り外径
仕上り外径公差はエナメル銅線の国際規格に準じています。 IEC規格ではグレード 1, 2, 3、 NEMA規格ではシングル, ヘビー, トリプル、JIS規格では 0種, 1種, 2種, 3種 で管理をしています。巻線コイル、または最終製品の設計上、厳格な公差管理が必要な場合、仕上り外径公差を特別管理で狭める事も可能です。
仕上り外径のレーザー測定
自己融着皮膜
前述した絶縁皮膜をベースに自己融着皮膜を追加塗布する事が出来ます。 ボイスコイルの様なボビンレスコイルを巻線成型するのに使用されます。

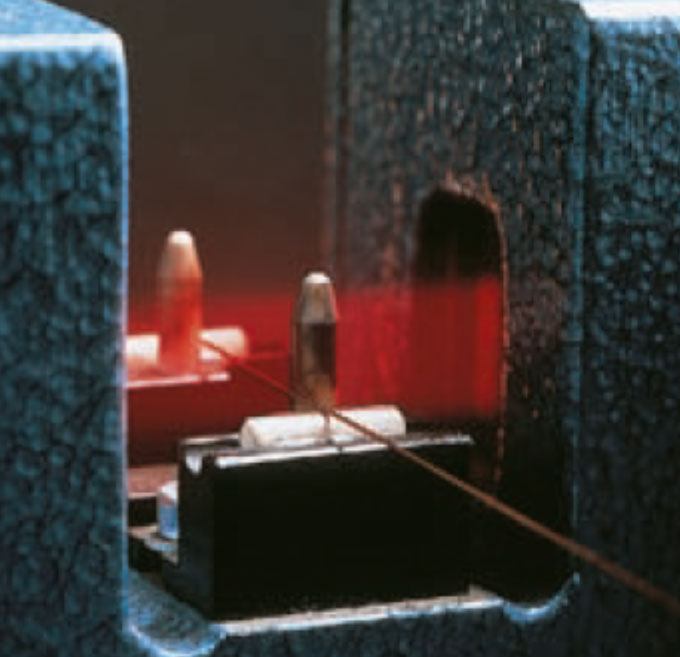
自己融着線のバックライト顕微鏡写真
0.09 mm AB15 緑 倍率x200
巻枠タイプ
巻枠タイプは線径に合わせて選定する必要があります。細線には小さな巻枠、太線は大きな巻枠を選定します。生産性向上のためには、できるだけ大きな巻枠を選択し製造時の巻枠交換頻度を減らすことが重要となります。

巻枠に巻かれたワイヤーはとても長く
0.018 mm (99L): 最大 417 km
0.05 mm (199L): 最大 1143 km
0.30 mm (400/630): 最大 277 km
エナメル(絶縁皮膜)タイプ
エレクトリゾーラは多くのエナメルタイプを用意しています。ポリエステルは高温の耐性が高く、半田付け性が悪いのに対し、ポリウレタンは半田付け性が良く直付けが出来る事がメリットです。ベースエナメルの上にナイロン、ポリアミドイミド等の皮膜を薄く塗布し機械的, 化学的特性を向上を図ることも出来ます。
滑剤塗布
巻線工程で断線なく最適な巻線性能が発揮できる様、 特殊な滑剤(パラフィン)を極微量だけ塗布しています。
製品ラインナップ
エレクトリゾーラは導体径0.008 mm (8 ミクロン) から 0.50 mm の極細線に特化し、多様な導体材料とエナメルタイプ の製品を提供しています。
導体径
銅 : 0.008 mm – 0.50 mm
その他金属: 要確認
エナメルタイプ
ポリウレタン
ポリウレタンは半田付け、溶接、圧着などの加工がしやすいエナメルです。特に細線にとっては半田付け性が良い事は最大のメリットです。ポリウレンタンは温度指数 155 °C (Polysol© 155), 温度指数 180 °C (Polysol© 180)を選択でき、どちらも 全ての導体材料、0.008mm から 0.50mmの導体径(呼び径)にて製造が可能です。
ポリアミドイミド・ポリイミド
耐熱特性、及び耐溶剤性が最も高いエナメルタイプです。 I220 or ML240© については エレクトリゾーラ 製品一覧からご確認下さい。
前述のエナメルタイプ全てに、自己融着層(ポリビニルブチラール、ポリアミド、ポリエステル)を追加する事も出来ます。
ポリエステルイミド
純粋なポリエステルイミド (Estersol© 180)は耐熱特性が高い為、半田の直付け加工には不向きです。さらに耐熱特性の高いエナメルとしてTheic変性ポリエステルイミド (Amidester© 200)、Theic変性ポリアミドイミド (Amidester© 210) があります。
製造工程
伸線工程
材料は8mmのロッド銅線(アメリカ規格5/16”)です。ダイスを通過させ細線化する工程を段階的に複数回行い 要求サイズまで伸線します。 銅ロッドは極細及び超極細線(10 μm以下)の製造に適した高品質、且つ高純度でなければなりません。エレクトリゾーラでは事前監査、品質確認を実施した供給者からの純電気銅ETP1(純度99.99%以上)のみを使用ています。
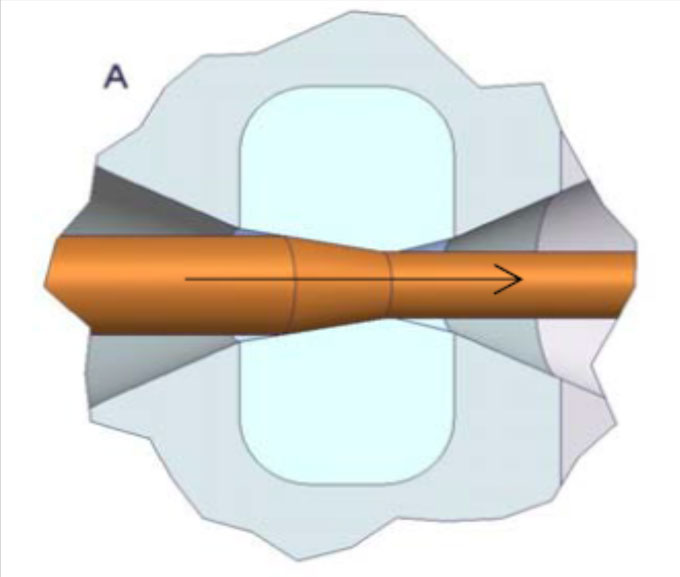
伸線工程は目標とする径により設備が幾つかに分かれています。複数回伸線工程を実施し、段階的に目標の線径まで伸線します。ワイヤーはダイスを通る度に徐々に伸線され細く長くなっていきますが全体の体積は伸線前と変わらりません。

円錐柱を使用した伸線
高品質な銅線に仕上げるには、銅の品質や段階的に行う設備移行の厳密な調整、中でも伸線ダイスの品質が非常に重要です。伸線ダイスのベアリング部分には天然もしくは人工ダイヤモンドが使用され、太いワイヤー用にはカーバイドが使用されています。
伸線ダイスの断面
エナメル焼付工程
エレクトリゾーラ は、エナメル焼付け装置を独自開発しています。
エナメル焼付けとは、焼鈍、エナメル塗布、焼付け、滑剤塗布、巻張力制御と巻取り一連の工程となります。
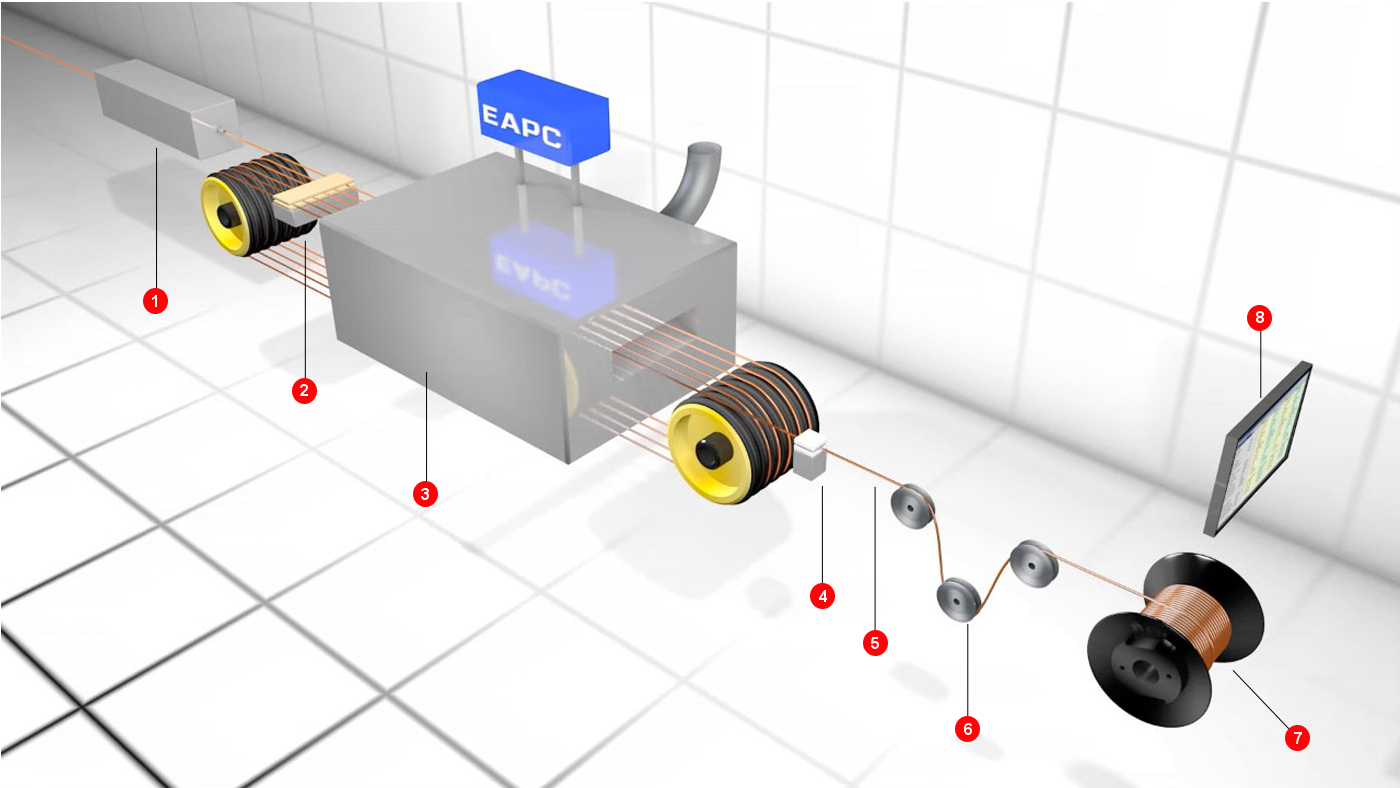
1. 焼鈍工程
伸線工程で導体の分子構造は変形し固くなります。焼鈍工程は分子を再結晶化し、銅を再軟化させます。この再軟化による応力除去工程は、銅酸化(エナメル焼付け時の皮膜密着性の低下)を避けるため適正な環境条件下で実施されます。ワイヤーの柔軟性は巻線性能に於いて重要な特性で、特に断線回数が明確に低減されます。
2. エナメル塗布
エナメル塗布方法は、主に2種類の方法があります (フェルト塗布、ダイス塗布) 。基本的にフェルト塗布は細線製造、ダイス塗布は太線製造に用いられます。 より良い機械的特性・電気的特性を得る為に厚みのある皮膜を少数回塗布するのではなく、可能な限り薄い皮膜を複数回塗布しています。
3. 焼付け炉
液体エナメルに含まれる溶剤は、高温の焼付け炉内で、環境に配慮した方法により熱エネルギーと触媒反応させ燃焼させます。焼付け温度管理はとても重要で、温度が低過ぎると余分な溶剤がエナメル中に残留し、皮膜の密着性、機械的性能、電気的性能を低下させるます。逆に高過ぎると皮膜が固く脆くなり、機械的ストレスによる皮膜割れの原因となります。
4. 滑剤塗布
規定量の滑剤がエナメル線表面に正確に塗布されます。滑剤は安定した巻線状態や高速巻線での断線を無くす為に必要です。
5. 仕上り外径制御
エナメル線の仕上り外径は各製造ライン内のレーザー測定器で常時モニタされています。
6. 巻張力制御
エナメル工程での巻張力制御によりワイヤーは一定でむらのない巻線状態に仕上がります。効果的な巻張力制御は線の伸びをなくし抵抗値の変化を避け、更に顧客での巻線工程で優れた解れ性を保証しています。
7. 巻取り工程(スプーリング)
巻取りピッチと巻取り速度は 厳しく管理されています。結果、安定した解れ性を実現し、線の捻りや絡まり等の問題を最小限にします。
8. モニタ
工程上にある全ての重要パラメータを作業者へ表示します。
用途

自動車関連部品

家電
電気・電子部品

映像音響製品

IT関連部品

水晶(クォーツ)時計
火星探査機
技術データ
エナメル線
エナメル線タイプ
エレクトリゾーラでは世界中で様々なエナメル線タイプを取扱いしています。一部のエナメル線タイプについては特定地域のみの取扱いとなります。
サイズ別技術データ
エナメル線で最も重要な技術データは製品を設計する際に必要となる導体径と仕上り外径です。3つの主要規格では各々異なる公差範囲が規定されているため規格サイズで示しています。 IEC (International Electrical Commission) は世界中の仕様を反映した国際標準規格です。NEMA、JISは古い国際規格ですが、固有の項目があり現在も参照されています。
自己融着線
自己融着線タイプ
エレクトリゾーラの自己融着線は様々な規格や市場の用途に合わせた代表的なエナメルタイプを提供しています。
サイズ別技術データ
エナメル線で最も重要な技術データは製品を設計する際に必要となる導体径と仕上り外径です。3つの主要規格では各々異なる公差範囲が規定されているため規格サイズで示しています。 IEC (International Electrical Commission) は世界中の仕様を反映した国際標準規格です。NEMA、JISは古い国際規格ですが、固有の項目があり現在も参照されています。
導体材料

製品に使われる銅材の多くは導体材料として使われています。音声コイル、アクチュエーターコイルなどの特殊製品には高品質の導体材料が要求されます。
エレクトリゾーラは軽量、 高機械的特性、高屈曲特性 の特別な導体材料を幅広く提供しています。さらに特殊用途向けに優れた特性を持つ合金導体も提供しています。
エレクトリゾーラの導体材料
一般的に良く使われる金属:
各金属の詳細情報:
