
Magnet Wire

General
Magnet wire is a metallic conductor insulated with a varnish and generally used for electrical applications. Most times magnet wire is wound in different shapes of coils to generate magnetic force for motors, transformers, magnets etc. Elektrisola produces over 30,000 different types of magnet wire with the most important differences of characteristics as follows:
Conductor Material for Magnet Wire
Copper is the standard used conductor material with excellent conductivity and very good windability. For low weight and larger diameters Aluminum sometimes can be used as a conductor material for magnet wire. Because of the difficult contacting of Aluminum wire with problems of oxidation Copper Clad Aluminum can help to compromise between Copper and Aluminum. For special applications a wide variety of conductor materials is offered, such as Brass, Silver, Nickel, Gold, Stainless Steel, or alloys of copper for special characteristics like higher mechanical strength or bending performance. In addition, the core conductors can be plated with different materials such as Silver or Nickel.

Bare Wire Diameter Range
Elektrisola specializes in fine magnet wire diameters, starting with 0.008 mm (8 microns), and going up to a diameter of 0.50 mm. Beside the standardized diameters a big variety of special diameters is produced according to customer’s specification. Bare wire tolerances are very important in magnet wire as they have direct impact on the resistance what again determines the variance of the final coil resistance.

Comparison of 0.010 mm wire with human hair
Outer Diameter of Magnet Wire
International standards like IEC group magnet wires according to ranges of specific outer diameters. IEC groups the insulation in Grade 1, 2, or 3, NEMA in single, heavy, or triple, and JIS in class 0, 1, 2, or 3. The tolerances in these standards can be further restricted if necessary to design and optimize the wound coils and final products.

Outer diameter control by usng a laser
Selfbonding Layer
In addition to the base coat insulations described separately, a selfbonding layer can be applied to the magnet wire, by which the wire will be bonded together for example for bobbinless coils, such as voice coils.

Transmitted light photo of selfbonding wire 0.09 mm AB15 green
V=200 X
Spool Types for Magnet Wire
Spool types have to fit to the wire size. Finer magnet wire sizes are wound on smaller spools, while for heavy sizes very large spools can be used. They are important for productivity as larger spools require less spool changes on the winding machines.

The wire length on one spool can be very long:
0.018 mm on spool 99L: up to 417 km of magnet wire
0.05 mm on spool 199L: up to 1143 km of magnet wire
0.30 mm on spool 400/630: up to 277 km of magnet wire
Insulation Types for Magnet Wire
Elektrisola offers a wide range of different insulations. Polyurethane has the advantage of easy direct contacting by soldering, while Polyester insulations are more resistant against higher temperatures. Thin top coats as Nylon or Polyamidimide may improve certain desired characteristics like mechanical or chemical strength of the magnet wire.
Magnet Wire Colors
Colors may be used to differentiate magnet wire types or diameters, but have the disadvantage of lower technical properties and higher costs.
Lubrication for Magnet Wire
A defined very low amount of lubrication – mostly special types of paraffin – is applied to achieve excellent windability of the magnet wire in all winding processes without wire breaks.
Our Product Line of magnet wire
Elektrisola specializes in fine magnet wire diameter and offers a wide range of products from 0.008 mm (8 microns) to 0.50 mm with many different enamel types on different conductor materials.
Magnet Wire - Diameters
For copper: 0.008 mm – 0.50 mm
For other metals: Please inquire
Specifications for Magnet Wire
Elektrisola produces magnet wires according to many different specifications. The most important worldwide used specification is IEC, besides NEMA in North America and JIS in Asia.
Enamel Types for Magnet Wire
Polyurethane
is a varnish which is easy for direct contacting by soldering, welding or crimping. Especially for fine magnet wire the easy soldering is the most advantage of this enamel type. Polyurethanes are available with Temperature Index 155 °C (Polysol© 155) and Temperature Index of 180 °C (Polysol© 180). This enamel is available from 0.008 to 0.50 mm on all of our conductor materials.
Polyesterimides
are more resistant against higher temperatures and beside the pure Polyesterimide (Estersol© 180) not usable for direct soldering. Under this enamel type also Theic-modified Polyesterimide (Amidester© 200) or (Amidester© 210) are listed.
Polyamidimides and Polyimides
have the highest temperature and chemical resistance and you will find them as I220-magnet wire or ML240©-magnet wire at ELEKTRISOLA product portfolio.
Based on the above mentioned enamel types, you can combine all these enamels with a self bonding coat such as Polyvinylbutyral, Polyamide or Polyester.
Production Process for magnet wire
Drawing process
For copper wires an 8 mm copper rod (5/16″ in USA) is used as raw material, which is drawn through drawing dies to the required bare wire dimension in several stages. The copper rod has to be of high purity and consistenly high quality to manufacture fine and ultrafine wires of sizes below 10 µm. ELEKTRISOLA uses only pure electrolytic copper ETP1 (copper content min. 99.99 %) from pre-approved high quality vendors.
The drawing process is carried out sequentially through several groups of machines producing specific diameter ranges. The wire is elongated in several stages through dies, so that the larger wire is permanently becoming thinner and longer during the drawing process while the volume remains unchanged.

Multiple drawing with cones
The quality of the copper, the fine tuning between the different drawing stages, and especially the quality of the drawing dies, are all of high importance to achieve a high quality final bare wire. The bearing surfxes of the wire drawing dies consist of natural or artificial diamonds or, for heavy wire production, of carbide.
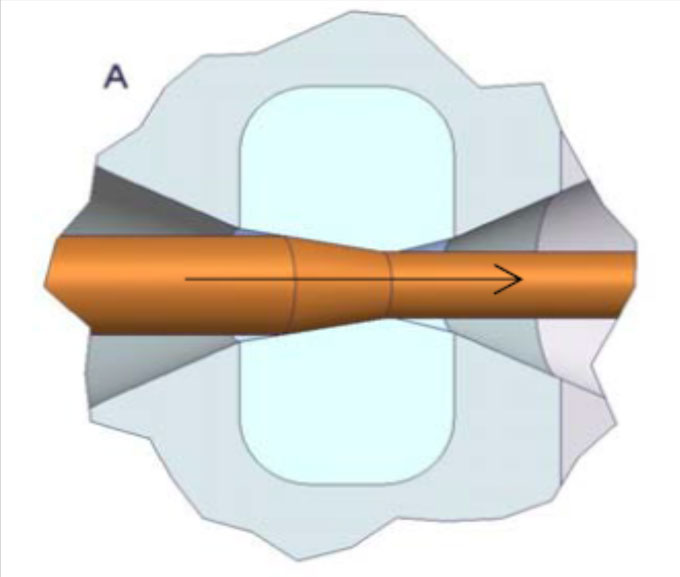
Cross section of a drawing die
Enamelling Process for Magnet Wire
All magnet wires are magnet on special enamelling machines which are developed and produced by ELEKTRISOLA for our exclusive use. Enamelling is a continuous process, mainly consisting of the annealing process, enamel application, curing process, lubricant application, tension control and spooling.
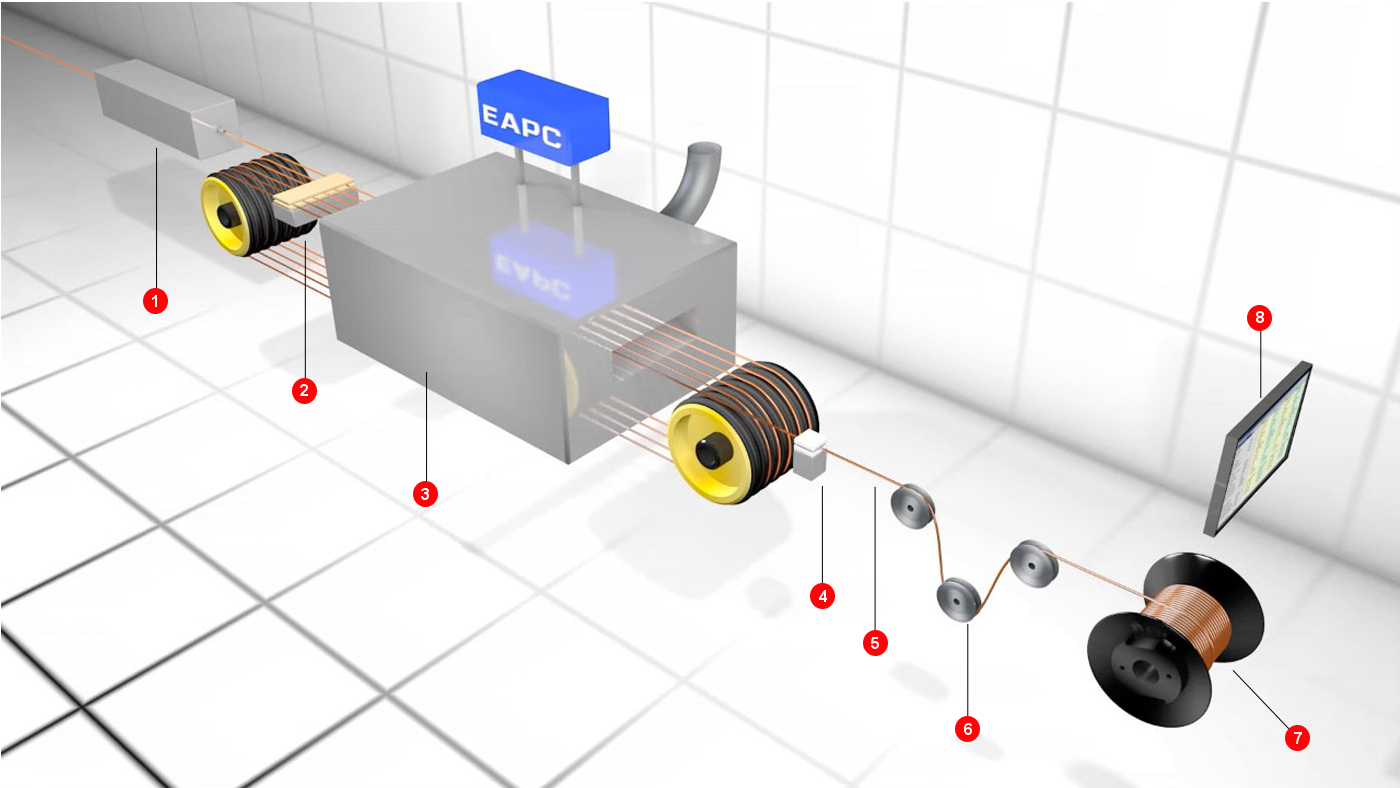
1. Annealing Process
During the drawing process the bare wire’s grain structure has been changed through cold deformation. Annealing will re-crystalize the copper and make it soft again. This thermal stress relief process is carried out under protective atmosphere in order to avoid oxidizing the wire surface, which would interfere with good adherence of the initial coating of insulation later in the process. Softness of the magnet wire is an important criteria for good windability, in particular significantly reducing the number of wire breaks.
2. Enamel Application
There are 2 main application systems for enamelling of winding Magnet wires, i.e felt application and die application, whereas felt application is mainly used in fine magnet wire production, while die application is mainly used in heavy magnet wire production. The enamel coating should always be applied in as many single layers as possible rather than fewer and thicker layers to achieve better mechanical and electrical properties.
3. Curing Oven
Solvents contained in the liquid enamel are driven out in the curing oven at high Temperature and then are burnt catalytically by using the thermal energy in an environmentally friendly way. Temperature control is very important: if the temperature is too low, too many solvent residues will be left in the enamel layer, leading to poor adhesion and reduced mechanical and electrical properties of the magnet wire. If the temperature is too high, the enamel coating will be hard and brittle, leading to cracks in the insulation coating resulting from mechanical stress.
4. Lubrication
A defined amount of lubricant is precisely applied to the insulated magnet wires surface. Lubrication is necessary to achieve consistent winding properties and failure-free winding of the wire even at high winding speeds.
5. Diameter Control
ELEKTRISOLA continuously monitors the Outer Diameter of all magnet wires after the final pass by laser.
6. Tension Control
A continuous wire tension control during the enamelling process results in a consistently uniform spooling onto the spool. With effective tension control, elongation of the magnet wire is avoided and thus a change in resistance. Furthermore, good de-reeling properties for customer can be guaranteed.
7. Spooling
The wire pitch and the spool’s rotational speed are spooling process variables closely to be controlled. This results in consistently good magnet wire de-reeling performance and minimizes other problems like trapped and tangled wires.
8. Monitor
The monitor informs the operator about all important parameters of the process.
Magnet wire Applications

Automotive

Appliances
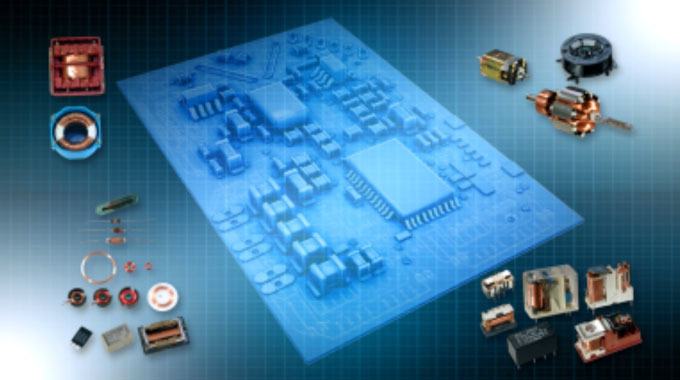
Industrial Electronics

Audio and Video

Computer

Watches
Mars Rover
Technical data
Magnet Wire
Magnet Wire Types
There are different enamels available worldwide at Elektrisola. In addition, there are a few types available in selected continents.
Technical Data by Size
The most important technical data of magnet copper wire are controlled by the resistance and outer diameter. These and other values are important as engineering support. Different standards specify these values differently, therefore the three major world standards are shown by size. IEC (International Electrical Commission) is the harmonized worldwide basic standard. NEMA and JIS still maintain additional elements of their older standards into their national standard.
Selfbonding Wire
Selfbonding Wire Types
For our self bonding wires there are typical enamel types available for the different markets, depending on the different standards and also on different main applications for the markets.
Technical data by Size
The most important technical data of magnet copper wire are controlled by the resistance and outer diameter. These and other values are important as engineering suport. Different standards specify these values differently, therefore the three major world standards are shown by size. IEC (International Electrical Commission) is the harmonized worldwide basic standard. NEMA and JIS still maintain additional elements of their older standards into their national standard.
Conductor Materials for Magnet Wire

For most of the magnet wire applications copper is used as conductor material but for special applications like voice coils, actuator coils, or other special applications high performance metals are needed.
ELEKTRISOLA has a wide range of special conductor material, like low weight, high mechanical or bending performance metal. In addition, plated conductors are available which show superb characteristics for special applications.
Please contact us for metals not shown in the table.
Detail List of Elektrisola Conductor Materials for Magnet Wire
For most commonly used metals:
For detailed information of each metal group: