
filo smaltato

Generale
Il filo smaltato è un conduttore metallico rivestito con uno smalto isolante e generalmente è utilizzato in applicazioni elettriche in cui è avvolto in bobine di varie forme per generare forza magnetica per motori, trasformatori, magneti ecc. Elektrisola produce oltre 30.000 tipi diversi di filo smaltato con le caratteristiche più importanti descritte di seguito.
Materiale conduttore
Il rame è il materiale conduttore più comunemente utilizzato, grazie alla sua eccellente conduttività e ottima avvolgibilità, mentre per pesi ridotti e diametri maggiori a volte può essere utilizzato l'alluminio. A causa della difficile connessione del filo di alluminio con i terminali, e relativi problemi di ossidazione, l'alluminio rivestito di rame (CCA) può rappresentare un valido compromesso tra rame e alluminio. Per applicazioni speciali viene offerta un'ampia varietà di materiali conduttori come ottone, argento, nichel, oro, acciaio inossidabile o leghe di rame speciali con caratteristiche come maggiore resistenza meccanica o prestazioni di flessibilità. I conduttori sono fornibili anche placcati (rivestiti) con diversi materiali come argento o nichel.

Gamma diametri filo nudo
Elektrisola è specializzata in diametri sottili a partire da 0,008 mm (8 micron) fino a raggiungere un diametro di 0,50 mm. Oltre ai diametri standardizzati, viene prodotta una grande varietà di diametri speciali secondo le specifiche del cliente. Le tolleranze del filo nudo sono molto importanti in quanto hanno un impatto diretto sulla resistenza ohmica, la quale infuisce sulla variabilità della resistenza della bobina finale.

Comparazione tra un filo di 0.010 mm e un capello umano
Diametro esterno
Gli standard internazionali raggruppano i fili smaltati in base a specifici intervalli dei diametri esterni: le IEC catalogano l'isolamento in Grado 1, 2 o 3, la NEMA in single, heavy o triple mentre gli standard JIS nelle classi 0, 1, 2 o 3. Qualora fosse necessario, per la progettazione e ottimizzazione della bobina avvolta e del prodotto finale, è possibile anche restringere le tolleranze definite dagli standard internazionali.
Controllo del diametro esterno con laser
Strato autocementante
Oltre al rivestimento isolante di base descritto in precedenza, sul filo può essere applicato uno strato addizionale autocementante, mediante il quale il filo verrà unito alle altre spire ed utilizzato per esempio nelle bobine senza rocchetto, come quelle degli altoparlanti o delle bobine vocali.

Foto a luce trasmessa di un filo autocementante 0,09mm AB15 verde
V=200 X
Tipi di rocche
Le rocche su cui avvolgere il filo per le spedizioni devono adattarsi alle dimensioni del diametro del filo: le taglie più fini vengono avvolte su bobine più piccole, mentre per le taglie più grosse possono essere utilizzate bobine molto grandi. La capacità delle rocche è molto importante per la produttività poiché bobine più grandi richiedono meno cambi di bobina sulle macchine avvolgitrici.

La lunghezza di filo in una rocca può essere molto lunga:
0.018 mm su rocca 99L: fino a 417 km
0.05 mm su rocca 199L: fino a 1143 km
0.30 mm su rocca 400/630: fino a 277 km
Tipologie di isolamento
Elektrisola offre una vasta gamma di smalti isolanti, tra questi il poliuretano ha il vantaggio di offrire una facile connessione mediante stagnatura, mentre gli isolamenti in poliestere sono più resistenti alle temperature più elevate. Finiture con strati sottili come nylon o poliammidimide possono migliorare alcune caratteristiche desiderate come la resistenza meccanica o chimica.
Colori
I colori possono essere utilizzati per differenziare i tipi di filo o i diametri, ma hanno lo svantaggio di avere proprietà tecniche inferiori e costi più elevati.
Lubrificazione
Per ottenere un'eccellente avvolgibilità in tutti i processi di avvolgimento, ed evitare rotture del filo, viene applicata una quantità di lubrificante predefinita molto bassa, tipicamente costituita da speciali tipi di paraffina.
Portafoglio prodotti
Elektrisola è specializzata in diametri sottili e offre un'ampia gamma di prodotti da 0,008 mm (8 micron) a 0,50 mm con diversi tipi di smalto su diversi materiali conduttori.
Diametri
Per il rame: 0.008 mm – 0.50 mm
Per altri metalli: informazioni disponibili su richiesta
Specifiche
Elektrisola produce fili smaltati secondo molteplici specifiche internazionali: la IEC, la più importante ed utilizzata in tutto il mondo, la NEMA nel Nord America e la JIS in Asia.
Tipi di smalto
Poliuretano
E' uno smalto che permette una semplice connessione mediante stagnatura, saldatura o crimpatura, e questa caratteristica è quella più apprezzata nei fili sottili. I poliuretani sono disponibili con indice di temperatura 155 °C (Polysol© 155) e indice di temperatura 180 °C (Polysol© 180). Questo smalto è disponibile da 0,008 a 0,50 mm su tutti i nostri materiali conduttori.
Poliesterimide
Sono smalti più resistenti alle temperature più elevate e, ad eccezione della Poliesterimide pura (Estersol© 180), non sono utilizzabili per la stagnatura diretta. In questo gruppo di smalti è compresa anche la Poliesterimide modificata Theic in versione Amidester© 200 o Amidester © 210.
Poliamidimide e Polimide
Possiedono la più alta resistenza termica e chimica e sono rappresentati, nel portafoglio Elektrisola, come I220 o ML240©.
Le tipologie di smalti sopramenzionate sono tutte combinabili con uno strato di autocementante come il Polyvinylbutyral, Poliamide o Poliestere.
Il filo autocementante può essere cementato con diversi metodi.
Processo produttivo
Processo di trafilatura
Per i fili di rame viene utilizzata come materia prima la vergella di rame da 8 mm (5/16 ″ negli USA), che viene trafilata in piu' fasi con filiere fino al raggiungimento delle dimensione del filo nudo finale richiesto dal cliente. La vergella di rame deve essere di elevata purezza e costantemente di alta qualità, in modo da poter produrre fili sottili e ultrafini di dimensioni inferiori anche a 10 µm. ELEKTRISOLA utilizza solo rame elettrolitico puro ETP1 (contenuto di rame min. 99,99%) da fornitori approvati di alta qualità.
Il processo di trafilatura viene eseguito in modo sequenziale attraverso diversi gruppi di macchine che trafilano gamme specifiche di diametri. Il filo nei vari passaggi, attraverso le filiere, si allunga e diventa sempre più sottile mantenendo il suo volume invariato.

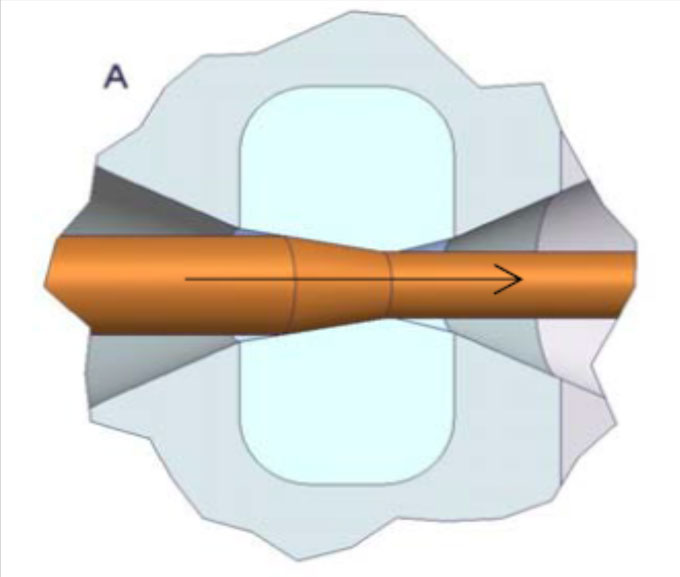
Trafilatura multipla con coni
La qualità del rame, la messa a punto tra le diverse fasi di trafilatura, e soprattutto la qualità delle trafile sono fattori di grande importanza per ottenere un filo nudo finale di alta qualità. Le superfici delle trafile sono costituite da diamanti naturali o artificiali oppure, per la produzione di filo grosso, da metallo duro.
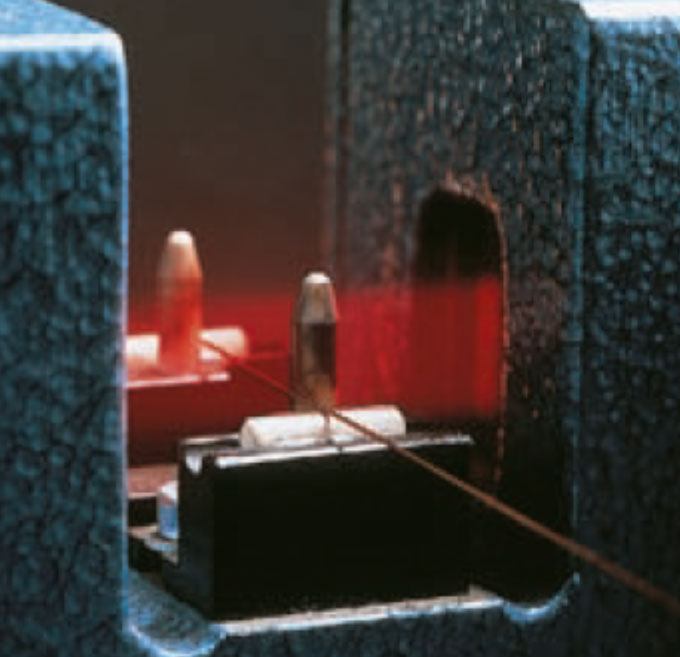
Sezione trasversale di una filiera di trafilatura
Processo di smaltatura
Tutti i fili sono smaltati su apposite macchine smaltatrici che vengono sviluppate e prodotte da ELEKTRISOLA per nostro uso esclusivo. La smaltatura è un processo continuo, costituito da queste fasi principali: processo di ricottura, applicazione dello smalto, polimerizzazione, applicazione del lubrificante, controllo della tensione e avvolgimento sulla rocca finale.
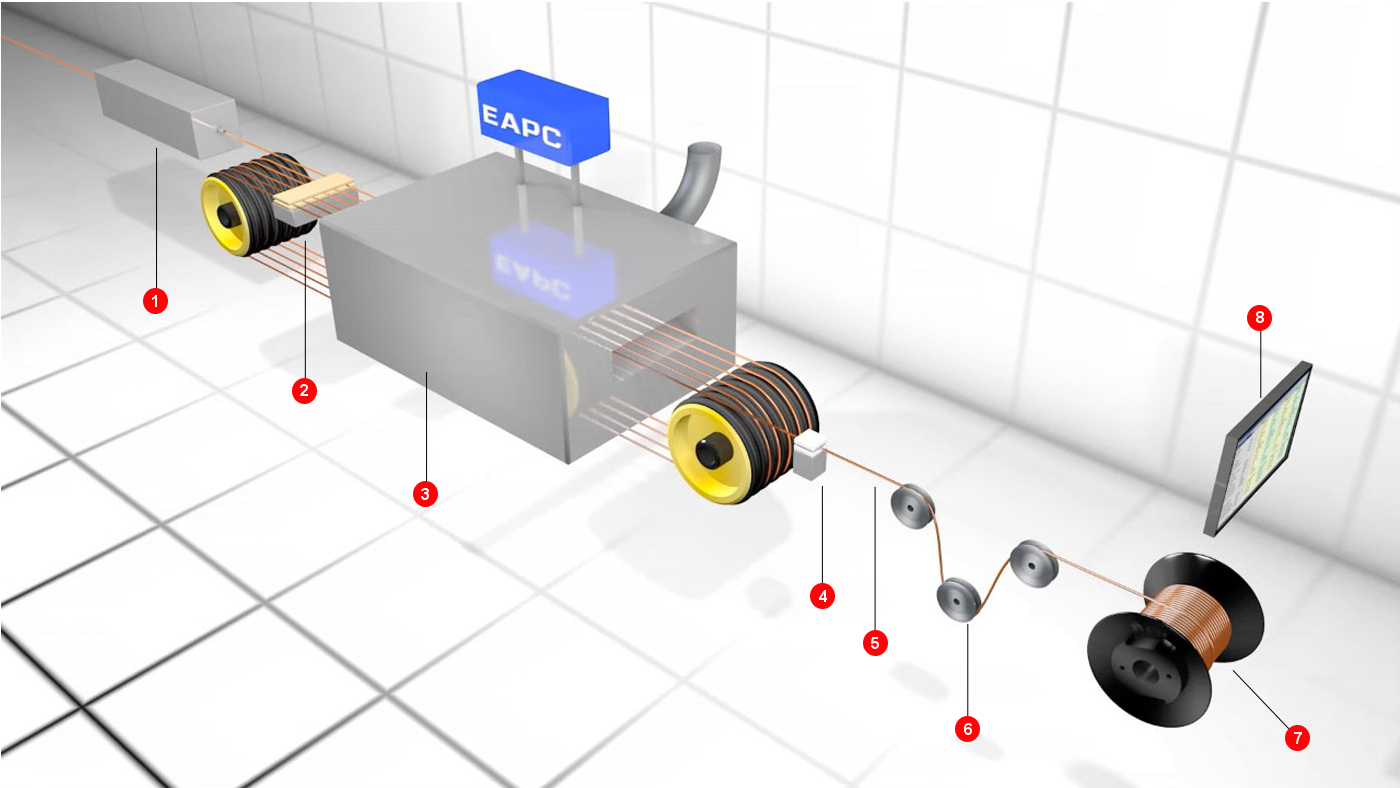
1. Processo di ricottura
Durante il processo di trafilatura la struttura molecolare del filo nudo viene alterata per deformazione a freddo, mentre la successiva ricottura permette di ricristallizzare il rame rendendolo di nuovo morbido. Questo processo termico di attenuazione dello stress viene eseguito in atmosfera protettiva, al fine di evitare l'ossidazione della superficie del filo che, altrimenti, impedirebbe una buona adesione del primo stato di rivestimento isolante durante le successive fasi del processo. La morbidezza del filo è un fattore importante per raggiungere una buona avvolgibilità e in particolare riduce sensibilmente il numero di rotture del filo.
2. Applicazione dello smalto
Esistono due principali sistemi di applicazione dello smalto per i fili di avvolgimento: smaltatura a feltro e smaltatura a boccola. Il primo viene impiegato principalmente nella produzione di filo sottile, il secondo invece per la produzione di filo grosso. Il rivestimento di smalto deve essere sempre applicato nel maggior numero possibile di singoli strati, invece di pochi strati di maggior spessore, in modo da ottenere migliori proprietà meccaniche ed elettriche.
3. Forno di ricottura
I solventi, contenuti nello smalto liquido, vengono espulsi nel forno di polimerizzazione ad alta temperatura e bruciati cataliticamente utilizzando l'energia termica in modo rispettoso dell'ambiente. Il controllo della temperatura del forno è molto importante: se fosse troppo bassa troppi residui di solvente rimarrebbero nello strato di smalto, con conseguente scarsa adesione e ridotte proprietà meccaniche ed elettriche, se invece la temperatura fosse troppo alta il rivestimento smaltato sarà duro e fragile, causando crepe nel rivestimento isolante dovute a sollecitazioni meccaniche.
4. Lubrificante
Una quantità definita di lubrificante viene applicata con precisione sulla superficie dei fili isolati, per ottenere proprietà di avvolgimento costanti ed evitare problematiche anche e soprattutto ad alte velocità di bobinatura.
5. Controllo del diametro
ELEKTRISOLA monitora continuativamente il diametro esterno di tutti i fili in produzione, con un misuratore laser posto dopo l'ultimo passaggio di smaltatura.
6. Controllo della tensione
Un controllo continuo della tensione del filo durante il processo di smaltatura si traduce in un avvolgimento uniforme e costante sulla rocca, ed inoltre previene il possibile allungamento del filo e la variazione della resistenza ohmica. Il giusto tensionamento del filo sulla rocca garantisce anche buone proprietà di svolgibilità presso i clienti.
7. Roccatura
Il passo del filo e la velocità di rotazione della bobina, durante la roccatura, sono variabili di processo da controllare attentamente perchè prevengono fili intrappolati e aggrovigliati, e garantiscono buone e omogenee performance di utilizzo del filo.
8. Monitoraggio
La macchina smaltatrice visualizza i più importanti parametri di processo informando l'operatore sullo stato della produzione, in modo da intervenire prontamente in caso di necessità.
Applicazioni

Automotive

Elettrodomestici
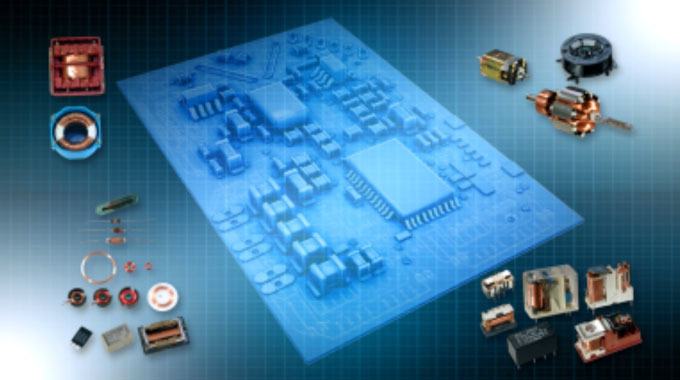
Elettronica industriale

Audio e Video

Computer

Orologi
Sonda su Marte "Mars Rover"
Dati tecnici
Filo smaltato
Tipi di filo smaltato
In ELEKTRISOLA svariati tipi di smalto sono disponibili in tutto il mondo, mentre alcuni sono offerti solo in selezionati continenti.
Dati tecnici per dimensione
I dati tecnici più importanti del filo di rame smaltato sono dipendenti dalla resistenza ohmica e dal diametro esterno del filo smaltato, i quali sono, assieme ad altri valori, fondamentali nella fase progettuale. Ogni standard specifica i dati tecnici in modo differente, per cui i maggiori tre standard a livello mondiale riportano i dati per dimensione del filo. La IEC (International Electrical Commission) è lo standard di base armonizzato a livello mondiale, mentre NEMA e JIS mantengono ancora elementi aggiuntivi dei loro vecchi standard nelle rispettive norme nazionali.
Filo autocementante
Tipi di filo autocementante
Per i nostri fili autocementanti sono disponibili smalti tipici per ogni mercato, in funzione dei rispettivi standard e delle principali applicazioni.
Dati tecnici per dimensione
I dati tecnici più importanti del filo di rame smaltato sono dipendenti dalla resistenza ohmica e dal diametro esterno del filo smaltato, i quali sono, assieme ad altri valori, fondamentali nella fase progettuale. Ogni standard specifica i dati tecnici in modo differente, per cui i maggiori tre standard a livello mondiale riportano i dati per dimensione del filo. La IEC (International Electrical Commission) è lo standard di base armonizzato a livello mondiale, mentre NEMA e JIS mantengono ancora elementi aggiuntivi dei loro vecchi standard nelle rispettive norme nazionali.
Materiali conduttori

Per la maggior parte delle applicazioni il rame viene utilizzato come materiale conduttore, ma per applicazioni speciali, tra cui bobine voce e bobine attuatore, sono necessari metalli ad alte prestazioni.
ELEKTRISOLA offre una vasta gamma di materiali conduttori speciali, come i metalli leggeri e quelli ad alte prestazioni meccaniche o di flessibilità; inoltre sono disponibili conduttori rivestiti, che garantiscono caratteristiche eccellenti per specifiche applicazioni.
Contattateci per metalli non riportati in tabella.
Lista dettagliata dei materiali conduttori Elektrisola
Per i più comuni metalli:
Per informazioni dettagliate per ogni gruppo di metalli: